Automatische IBCs-Gitterkäfigrahmen-Punktschweißmaschine
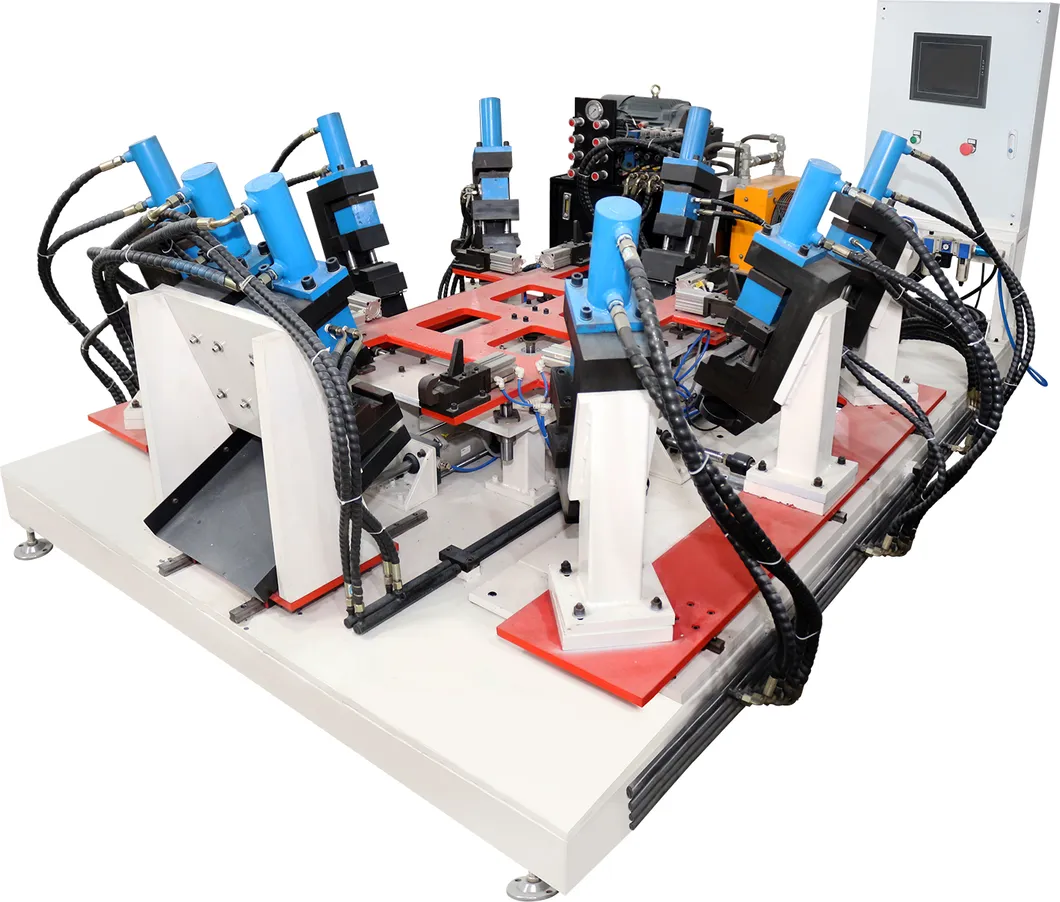
Designkonzept: Gerippte Vierkantrohre und das Schweißen von gerippten Vierkantrohren: Da es sich bei den zu schweißenden Produkten um hohle Vierkantrohre mit Beschichtung handelt, sind vier Schweißtransformatoren erforderlich (vier in der Mitte angeordnete Schweißpunkte, konfiguriert mit zwei Transformatoren für doppelseitiges Einzelpunktschweißen, ein Transformator für doppelseitiges Einzelpunktschweißen auf zwei Seiten und einer Seite, wobei auf beiden Seiten des Transformators zwei Zylinder montiert sind; wenn sieben Schweißpunkte erforderlich sind, führt dieser Transformator das Produktschweißen in zwei Zyklen durch). Anforderungen an die Schweißgeschwindigkeit: Mindestens 40 Stück pro Stunde; Schweißpunkte sorgen für ein gepflegtes und ästhetisches Erscheinungsbild. Um eine stabile Schweißqualität und eine hohe Produktionseffizienz zu gewährleisten, schlägt unser Unternehmen eine gezielte Lösung vor, die auf umfangreicher technischer Erfahrung und tatsächlichen Kundenanforderungen basiert: Einführung des Portalschweißprinzips mit Hochleistungs- und Hochenergie-Schweißstrom; Mittelfrequenz-Inversionsschweißen wird aufgrund seiner hervorragenden Stromdichteleistung priorisiert. Die Steifigkeit der Elektroden und Vorrichtungen sowie die Führungsgenauigkeit des Maschinenrahmens sind so ausgelegt, dass sie herkömmliche Portalschweißgeräte übertreffen.
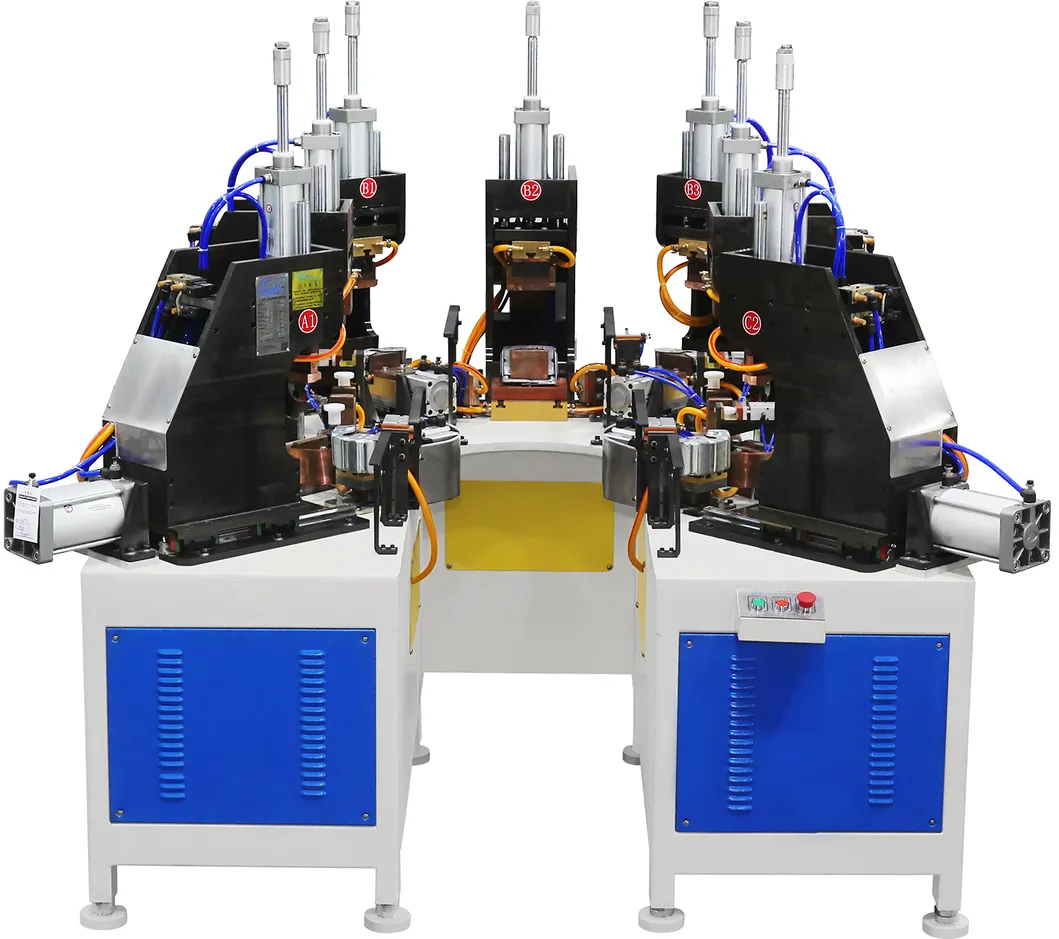
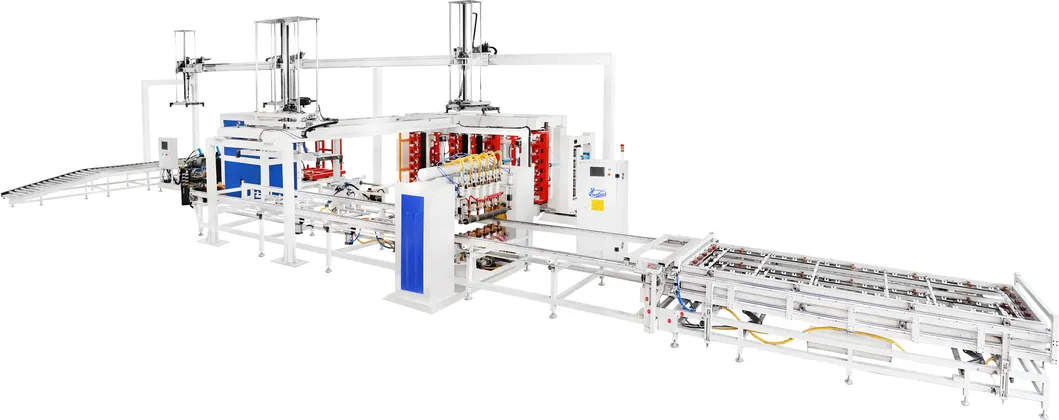
Zur Integration von Schweißabläufen und Materialanordnung werden kundenspezifische Schweißformen mit doppelter Zuführung eingesetzt. Dabei wird die Leerlaufzeit, die durch den Einzelformbetrieb bei der herkömmlichen Verarbeitung entsteht, vollständig ausgenutzt und die Gesamtschweißleistung effektiv gesteigert. Unser Unternehmen hat ein professionelles Mittelfrequenz-Inversions-Doppelform-Schutzkäfigschweißgerät entwickelt, das speziell auf die Anforderungen der IBC-Produktionslinienmontage zugeschnitten ist. Diese spezielle Einheit gehört zu einer ausgereiften automatischen Schweißmaschine für die Herstellung von gerippten Vierkantrohr-Schutzkäfigen, die hauptsächlich aus einem Portalrahmen, einem Mittelfrequenz-Inversionskontrollsystem, einem elektrischen Betriebssystem, speziell angepassten Transformatoren, speziellen Schweißdruckzylindern, oberen und unteren Elektrodenbaugruppen, Doppelvorschub-Formgestellen, einem Kühlkreislaufsystem, einem pneumatischen System, einer Überwachungseinrichtung und einem Sicherheitsschutzmechanismus besteht.
## Ausrüstungskonstitution
Die Ausrüstung ist mit einem standardmäßigen automatischen Arbeitsmodus ausgestattet und besteht hauptsächlich aus einem Portalmaschinengehäuse, einer Mittelfrequenz-Inversions-Konstantstrom-Schweißstromversorgung, einem elektrischen Betriebssystem, einem speziellen Schweißdruckzylinder, oberen und unteren Elektrodenkomponenten, einem Doppelform-Grundrahmen, einem Wasserkühlsystem, einem pneumatischen System, einer Überwachungsvorrichtung, einem Sicherheitsmechanismus und anderen Baugruppen mit einer detaillierten Einführung wie folgt:
1. Maschinenkörper: Die vertikale, verstärkte Struktur wird durch hochwertiges Schweißen dicker Stahlplatten hergestellt, mit rational angeordneten Verstärkungsrippen versehen und einer Spannungsentlastungsbehandlung unterzogen. Es bietet eine hervorragende mechanische Leistung bei leichter Verformung und eine hervorragende strukturelle Festigkeit im Langzeitbetrieb.
2. Die MF-Inversions-Gleichstrom-Schweißstromquelle besteht hauptsächlich aus Transformator, Steuerung, Wechselrichter, Leistungstreiber, Gleichrichterbaugruppe, Kondensatorplatte, IGBT und zentralen Kernsteuerungsteilen. Als fortschrittliches und vielseitig einsetzbares Schweißgerät zeichnet sich das Mittelfrequenz-Inversions-Konstantstrom-Schweißnetzteil durch eine kompakte Schweißtransformatorgröße und dennoch eine hohe Energieabgabe aus. Es wandelt die ursprüngliche Eingangsfrequenz von 50/60 Hz in 1000 Hz um, und die Gleichrichterdiode in der Sekundärschleife des Transformators wandelt die Leistung in eine Konstantstromversorgung um, wodurch der Reaktanzkoeffizient des Sekundärkreises erheblich optimiert wird – ein Schlüsselfaktor, der bei herkömmlichen Geräten zu Energieverlusten führt. Durch diese Konstruktion wird eine nahezu ideale Anpassung an die Konstantstrom-Schweißschleife erreicht, wodurch die Produktionskosten maximal gesenkt werden. Im Vergleich zu herkömmlichen Schweißstromquellen weist es Folgendes auf
| Advantages |
Save energy |
| Improve the power factor and reduce production costs; |
| In the secondary circuit with large opening area, interference can be reduced and welding current is constant current. When the secondary winding has inductive materials (with magnetic property), it will not affect the welding |
| make a balance of the loading of power supply device, medium frequency inversion constant current welding power source uses three-phase power and stores energy |