IBCs-Produktionslinie Käfigrahmen-Punktschweißmaschine
Designkonzept: Gerippte Vierkantrohre und das Schweißen von gerippten Vierkantrohren: Da es sich bei den zu schweißenden Produkten um hohle Vierkantrohre mit Oberflächenbeschichtung handelt, sind vier Schweißtransformatoren erforderlich (vier in der Mitte angeordnete Schweißpunkte, darunter zwei Transformatoren für doppelseitiges Einpunktschweißen und ein Transformator für doppelseitiges Einpunktschweißen an zwei- und einseitigen Positionen. Auf beiden Seiten jedes Transformators sind zwei Zylinder angebracht; wenn sieben Schweißpunkte erforderlich sind, führt der Transformator das Produktschweißen in zwei Durchgängen durch). Anforderungen an die Schweißgeschwindigkeit: Mindestens 40 Stück pro Stunde; Schweißpunkte müssen sauber und attraktiv sein. Um eine stabile Schweißqualität und eine hohe Produktionseffizienz zu gewährleisten, formuliert unser Unternehmen eine professionelle Lösung, die auf der gesammelten technischen Erfahrung und den tatsächlichen Kundenanforderungen basiert: Einführung des Portalschweißprinzips mit Hochleistungs- und Hochenergie-Schweißstrom; Mittelfrequenz-Inversionsschweißen wird wegen seiner überlegenen Stromdichte bevorzugt; Die strukturelle Steifigkeit von Elektroden und Vorrichtungen sowie die Führungsleistung des Maschinenrahmens sind so ausgelegt, dass sie die herkömmlicher Portalschweißgeräte übertreffen.
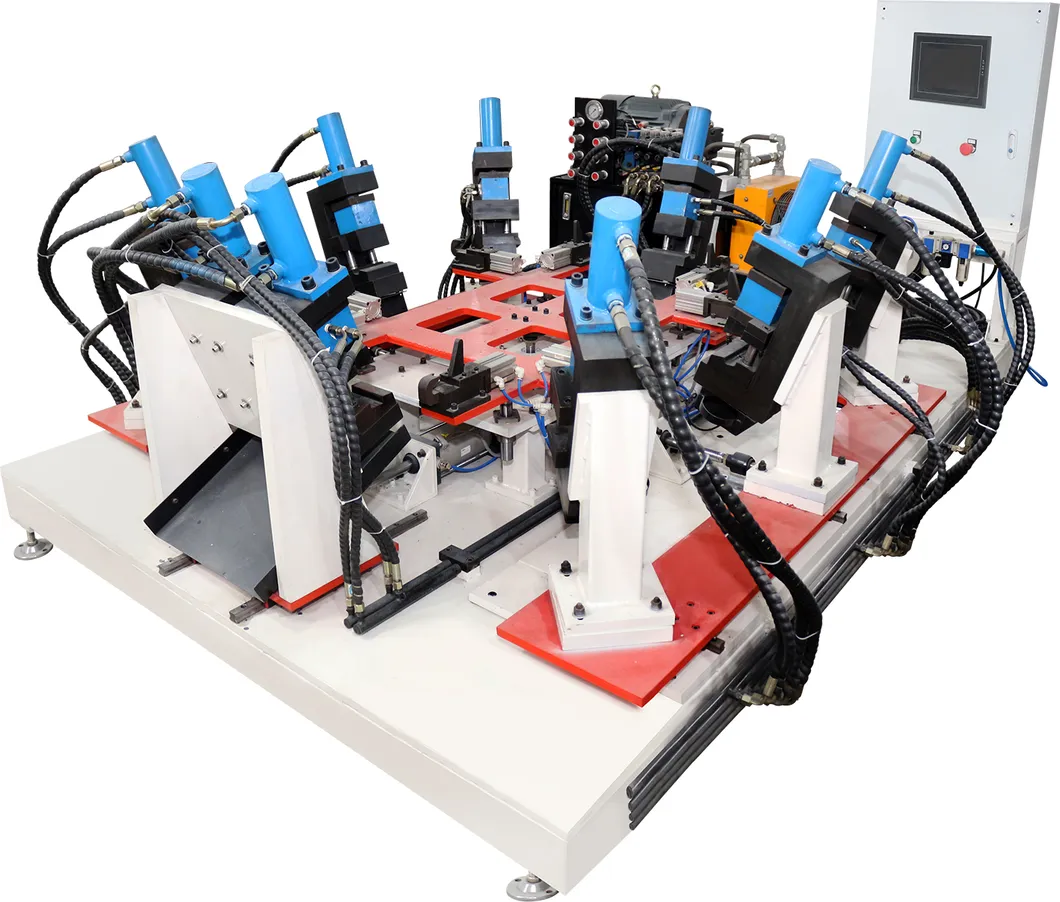
Speziell angepasste Doppelvorschub-Schweißformen stimmen den Schweißprozess und die Materialanordnung perfekt aufeinander ab, nutzen die Wartezeit beim Einzelformschweißen im herkömmlichen Betrieb voll aus und verbessern die Schweißkapazität erheblich. Um perfekt zum gesamten Prozesslayout der IBC-Produktionslinie zu passen, hat unser Unternehmen unabhängig ein professionelles Mittelfrequenz-Inversions-Doppelform-Schutzkäfigschweißgerät entwickelt. Dieses als automatische Schweißmaschine mit hohem Wirkungsgrad eingestufte Mittelfrequenz-Inversionsschweißgerät für gerippte Vierkantrohr-Schutzkäfige besteht hauptsächlich aus einem Portalkörper, einem Mittelfrequenz-Inversionssteuersystem, einem elektrischen Betriebssystem, speziellen Stütztransformatoren, speziellen Schweißdruckzylindern, oberen und unteren Elektroden, Doppelvorschub-Matrizengestellen, Kühlkreisläufen, pneumatischen Systemen, Überwachungsgeräten und Sicherheitsschutzmechanismen.
Ausstattungsverfassung
Dieses Gerät verfügt über eine standardmäßige automatische Betriebskonfiguration, die hauptsächlich aus einem Portalmaschinenkörper, einer Mittelfrequenz-Inversions-Konstantstrom-Schweißstromquelle, einem elektrischen Betriebssystem, einem speziellen Schweißdruckzylinder, oberen und unteren Elektrodenkomponenten, einem Doppelformrahmen, Wasserkühlsystemen, pneumatischen Systemen, Überwachungsgeräten, Sicherheitsbehörden und anderen Kernteilen besteht. Die detaillierte Beschreibung lautet wie folgt:
1. Maschinenkörper: Die vertikale verstärkte Struktur ist mit hochwertigen dicken Stahlplatten verschweißt, mit sinnvoll angeordneten Verstärkungsrippen ausgestattet und einer Spannungsentlastungsbehandlung unterzogen. Es zeichnet sich durch hervorragende mechanische Leistung, minimale Verformung während des Betriebs und hervorragende strukturelle Festigkeit aus.
Die 2.MF-Inversions-Gleichstrom-Schweißstromquelle besteht hauptsächlich aus Transformator, Steuerung, Wechselrichter, Antriebseinheit, Gleichrichterkomponenten, Kondensatorplatten, IGBT und zentralen Steuermodulen. Als eine Art fortschrittliches und weit verbreitetes Schweißgerät verfügt die Mittelfrequenz-Inversions-Konstantstrom-Schweißstromquelle über eine kompakte Schweißtransformatorgröße mit starker Energieabgabe. Es wandelt die ursprüngliche Eingangsspannung von 50/60 Hz in 1000 Hz um, und die gleichgerichtete Diode im Sekundärkreis des Transformators wandelt die Leistung in eine Konstantstromversorgung um, wodurch der Reaktanzkoeffizient des Sekundärkreises erheblich optimiert wird – eine Hauptursache für Energieverluste bei Geräten alten Typs. Durch den Konstantstrom-Schweißkreis wird eine optimale Designanpassung erreicht, wodurch die Gesamtproduktionskosten effektiv gesenkt werden. Im Vergleich zu herkömmlichen Schweißstromquellen weist es Folgendes auf
| Advantages |
Save energy |
| Improve the power factor and reduce production costs; |
| In the secondary circuit with large opening area, interference can be reduced and welding current is constant current. When the secondary winding has inductive materials (with magnetic property), it will not affect the welding |
| make a balance of the loading of power supply device, medium frequency inversion constant current welding power source uses three-phase power and stores energy |